
Automated sorting systems use various technologies like sensors, conveyors, and computer vision to efficiently categorize and organize items based on predefined criteria, streamlining processes in industries such as logistics, manufacturing, and recycling.
Automated Sorting Systems
Automated sorting systems employ a combination of technologies to categorize items swiftly and accurately. These systems often integrate sensors, conveyor belts, and advanced algorithms, including computer vision and machine learning. Industries such as logistics, manufacturing, and recycling extensively use automated sorting for increased efficiency and precision in handling diverse items.
Automated sorting systems represent a technological marvel in various industries, revolutionizing the way items are categorized and processed. These sophisticated systems integrate a multitude of technologies to streamline and optimize sorting processes.
At the core of these systems are advanced sensors that capture real-time data about the characteristics of items passing through the sorting line. These sensors can detect parameters such as size, shape, weight, and even material composition, providing crucial information for the subsequent sorting steps.
Conveyor belts play a pivotal role in the seamless flow of items within the sorting system. They ensure a continuous and controlled movement of items, allowing for efficient sorting without interruptions. The speed and design of these conveyors are carefully calibrated to accommodate the specific requirements of the sorting process.
One of the key innovations driving automated sorting is computer vision. Powerful cameras and image processing algorithms enable the system to “see” and analyze items with remarkable accuracy. This visual input is then used to make decisions in real time, classifying items based on predefined criteria.
Machine learning algorithms further enhance the capabilities of automated sorting systems. As the system processes more items, it learns from the data and refines its decision-making abilities. This adaptability is particularly valuable in handling diverse items or accommodating changes in the sorting criteria.
Industries such as logistics benefit significantly from these automated sorting solutions. Packages, parcels, or products can be swiftly and accurately sorted based on destination, size, or other specified parameters. This not only expedites the shipping process but also reduces errors and enhances overall operational efficiency.
In manufacturing, automated sorting ensures that components or products meet specific quality standards. Defective or substandard items can be identified and diverted from the production line, maintaining a high level of product integrity.
The recycling industry has also embraced automated sorting to cope with the increasing volume and diversity of materials. These systems can effectively separate different types of recyclables, promoting sustainability by facilitating the recycling process.
While the initial investment in automated sorting systems can be substantial, the long-term benefits in terms of efficiency, accuracy, and reduced labor costs are considerable. As technology continues to advance, these systems are likely to become even more sophisticated, further reshaping the landscape of sorting processes across various industries.
Automated quality control systems leverage advanced technologies to enhance the precision and efficiency of inspecting and ensuring the quality of products in various industries. These systems integrate a range of technologies and methodologies to meet specific quality standards.
1. Sensors and Imaging Technology:
- Automated quality control often begins with sensors and cameras that capture detailed information about the product. These sensors can detect imperfections, deviations, or irregularities in size, shape, color, and other relevant attributes.
2. Computer Vision and Image Processing:
- Computer vision plays a crucial role by analyzing visual data captured by cameras. Image processing algorithms identify defects or variations, allowing the system to make informed decisions about the product’s quality.
3. Machine Learning Algorithms:
- Machine learning enhances the adaptability of quality control systems. These algorithms can be trained to recognize patterns and anomalies, enabling the system to improve its accuracy over time and adapt to changes in product specifications.
4. Robotics and Automation:
- Robotic arms or automated mechanisms are often integrated into these systems to handle products and perform intricate inspections. This not only speeds up the process but also ensures consistency in inspections.
5. Data Analytics:
- Automated quality control systems generate vast amounts of data during the inspection process. Data analytics tools are employed to analyze this information, providing valuable insights into production trends, defect patterns, and areas for improvement.
6. Integration with Manufacturing Processes:
- Seamless integration with manufacturing lines allows for real-time monitoring and immediate corrective actions. This integration ensures that any deviations from quality standards are addressed promptly, preventing the production of defective products.
7. Non-Destructive Testing (NDT) Techniques:
- Many quality control systems use non-destructive testing methods such as ultrasonic testing, X-ray inspection, or infrared thermography. These techniques enable thorough inspections without compromising the integrity of the product.
8. Compliance and Reporting:
- Automated quality control systems often include features for documenting and reporting inspection results. This is essential for compliance with industry regulations and standards, as well as for maintaining a record of product quality for future reference.
9. Cost Efficiency and Waste Reduction:
- By automating quality control, industries can reduce the reliance on manual inspection, which is time-consuming and prone to errors. This not only improves efficiency but also minimizes waste by identifying and rectifying defects early in the production process.
10. Continuous Improvement:
- Automated quality control systems contribute to continuous improvement efforts within a manufacturing or production environment. The insights gained from inspections can inform adjustments to processes, leading to enhanced overall product quality.
In summary, automated quality control systems play a vital role in ensuring that products meet stringent quality standards. These systems offer speed, precision, and adaptability, contributing to the optimization of manufacturing processes across various industries.
1. Advanced Sensors and Imaging Technology: Automated quality control systems incorporate sophisticated sensors and high-resolution cameras to capture intricate details of products. These sensors detect imperfections, measure dimensions, and assess attributes such as color and texture.
2. Computer Vision and Image Processing: The heart of these systems lies in computer vision, where algorithms analyze the visual data obtained through imaging technology. Image processing techniques enable the system to identify defects, anomalies, or variations in real-time.
3. Machine Learning Algorithms for Adaptive Inspections: Machine learning algorithms enhance the system’s capability to adapt and learn from inspection data. As the system processes more information, it becomes adept at recognizing patterns, leading to continuous improvement in inspection accuracy.
4. Robotics and Automated Handling: Integration with robotic arms or automated handling mechanisms enables precise manipulation of products during inspections. This not only accelerates the inspection process but also ensures consistency in handling across various products.
5. Data Analytics for Insights: Automated quality control systems generate extensive data during inspections. Data analytics tools provide valuable insights into production trends, defect root causes, and areas for optimization, facilitating data-driven decision-making.
6. Real-time Integration with Manufacturing Processes: Seamless integration with manufacturing lines allows for real-time monitoring of product quality. Immediate feedback mechanisms enable quick adjustments and corrections, minimizing the production of defective items.
7. Non-Destructive Testing (NDT) Techniques: Many systems employ non-destructive testing methods like ultrasonic testing or X-ray inspection. These techniques allow for comprehensive inspections without compromising the integrity of the products, crucial in industries where the structural integrity is paramount.
8. Compliance and Reporting Features: Automated quality control systems include features for documenting and reporting inspection results. This is vital for compliance with industry regulations and standards, providing a traceable record of product quality for audits and quality assurance purposes.
9. Cost Efficiency and Waste Reduction: By automating quality control, industries reduce reliance on manual inspection, which can be time-consuming and prone to errors. This not only improves efficiency but also minimizes waste by identifying and rectifying defects early in the production process.
10. Continuous Improvement Initiatives: Automated quality control systems contribute to continuous improvement efforts within a manufacturing environment. Insights gained from inspections can inform adjustments to processes, leading to enhanced overall product quality and operational efficiency.
In essence, the comprehensive integration of advanced technologies, machine learning, and analytics in automated quality control systems empowers industries to uphold stringent quality standards, improve efficiency, and foster a culture of continuous improvement.
Sensors and Imaging Technology in Automated Quality Control Systems:
Automated quality control systems leverage cutting-edge sensors and imaging technology to meticulously inspect and assess various aspects of products. These technologies form the foundation of the system, enabling it to capture detailed information essential for maintaining high-quality standards.
1. High-Resolution Cameras: Automated quality control systems employ high-resolution cameras capable of capturing detailed images of products. These cameras provide a clear and precise visual representation, allowing the system to analyze minute details and detect imperfections.
2. 3D Imaging Sensors: Some systems utilize 3D imaging sensors to create three-dimensional models of products. This adds an extra layer of depth perception, enabling the system to assess volume, shape, and surface characteristics with greater accuracy.
3. Infrared Sensors: Infrared sensors are instrumental in detecting temperature variations and anomalies. This is particularly valuable in industries where temperature is a critical factor in ensuring the quality and integrity of products.
4. Color Sensors: For industries where color accuracy is crucial, color sensors are employed to assess and verify the color consistency of products. This is essential in sectors such as printing, textiles, and food production.
5. Laser Sensors: Laser sensors contribute to precise measurements by emitting focused beams of light. These sensors are effective in determining dimensions, identifying deviations, and ensuring products meet specified size requirements.
6. X-ray and Imaging Technologies: In industries requiring thorough internal inspections without compromising the product’s integrity, X-ray and imaging technologies are employed. This is common in the automotive and electronics sectors to identify internal defects or irregularities.
7. UV (Ultraviolet) Sensors: UV sensors are utilized to detect fluorescence or phosphorescence in materials. This is beneficial in applications where assessing material composition or identifying specific substances is critical for quality assurance.
8. Hyperspectral Imaging: Hyperspectral imaging involves capturing and processing information across a wide spectrum of wavelengths. This technology is valuable in assessing materials based on their spectral signatures, allowing for detailed material identification.
9. Edge and Contrast Detection Sensors: Sensors designed for edge and contrast detection play a vital role in identifying boundaries and variations in texture. These sensors contribute to the detection of surface irregularities and aid in precision inspections.
10. Multi-Sensor Fusion: Many automated quality control systems integrate multiple sensors, creating a synergistic effect known as multi-sensor fusion. This approach enhances the overall inspection capability by combining the strengths of different sensor types for a comprehensive assessment.
In summary, the integration of advanced sensors and imaging technology is fundamental to the success of automated quality control systems. These technologies enable accurate, reliable, and swift inspections across diverse industries, contributing to the assurance of product quality and adherence to stringent standards.
Computer Vision and Image Processing in Automated Quality Control Systems:
Automated quality control systems leverage computer vision and image processing technologies to analyze visual data, enabling precise and efficient inspection of products. These advanced techniques enhance the system’s ability to detect defects, anomalies, and variations in real-time.
1. Object Recognition: Computer vision algorithms excel in recognizing and identifying objects within images. This capability is crucial for automated quality control systems to categorize products and assess their conformity to predefined standards.
2. Defect Detection: Image processing techniques are employed to identify defects or irregularities in products. Algorithms analyze images to pinpoint deviations from the expected quality, ranging from surface imperfections to structural flaws.
3. Pattern Recognition: Computer vision enables the recognition of complex patterns and textures on products. This is particularly useful in industries where specific surface patterns or textures are indicative of quality or compliance.
4. Feature Extraction: Image processing algorithms extract relevant features from images, such as dimensions, color information, or texture characteristics. This information is then used to make decisions about the quality of the inspected products.
5. Optical Character Recognition (OCR): OCR technology within computer vision allows the system to read and interpret text on products or packaging. This is essential for industries where accurate text recognition is a part of quality control, such as in pharmaceuticals or electronics.
6. Shape Analysis: Computer vision algorithms analyze the shapes of products to ensure they meet design specifications. This is particularly critical in industries where precise geometric shapes are crucial for functionality and performance.
7. Color Analysis: Image processing techniques assess color consistency and accuracy, ensuring that products meet specified color standards. This is vital in industries like printing, textiles, and cosmetics, where color is a key quality parameter.
8. Object Tracking: Computer vision enables the tracking of objects as they move through the inspection process. This is valuable in dynamic manufacturing environments, ensuring that each product undergoes the necessary inspections at various stages.
9. Image Stitching: In applications where a comprehensive view is required, image stitching techniques are employed to combine multiple images into a larger, seamless image. This is common in large-scale inspections or when assessing products with extensive surfaces.
10. Real-time Decision Making: The integration of computer vision allows for real-time decision-making during the inspection process. As products move through the system, algorithms quickly analyze visual data and make instantaneous decisions regarding their quality.
In summary, the synergy between computer vision and image processing empowers automated quality control systems to perform detailed and accurate inspections. These technologies contribute to the efficiency, precision, and adaptability of quality control processes across diverse industries.
1. High-Resolution Cameras: High-resolution cameras are pivotal in automated quality control systems, capturing detailed images of products. These cameras provide a clear and precise visual representation, allowing the system to analyze minute details and detect imperfections with accuracy. The quality of these images is fundamental to the overall effectiveness of the inspection process.
2. 3D Imaging Sensors: 3D imaging sensors play a crucial role in creating three-dimensional models of products. This technology enhances the system’s depth perception, allowing for a more comprehensive assessment of volume, shape, and surface characteristics. It is particularly valuable in industries where a detailed understanding of the three-dimensional aspects of products is essential for quality control.
3. Infrared Sensors: Infrared sensors are instrumental in automated quality control systems for detecting temperature variations and anomalies. These sensors enable the system to assess thermal characteristics, ensuring that products meet specific temperature-related quality standards. This is particularly valuable in industries where temperature plays a critical role in product integrity, such as in electronics or food production.
4. Color Sensors: Color sensors are employed in automated quality control systems to assess and verify color consistency in products. These sensors play a crucial role in industries where maintaining precise color standards is essential, such as in printing, textiles, and the production of consumer goods. By accurately analyzing color attributes, these sensors contribute to ensuring that products meet specified color requirements.
5. Laser Sensors: Laser sensors are integral to automated quality control systems for precise measurements and inspections. These sensors emit focused beams of light to measure dimensions, identify deviations, and ensure products meet specified size requirements. Their accuracy and speed make them valuable in various industries, contributing to the system’s ability to assess and maintain precise dimensional standards during the inspection process.
6. X-ray and Imaging Technologies: Automated quality control systems utilize X-ray and imaging technologies for in-depth internal inspections without compromising the integrity of products. Common in industries such as automotive and electronics, these technologies enable the system to identify internal defects or irregularities that may not be visible externally. This non-destructive testing approach ensures a thorough examination of a product’s internal structure and components.
7. UV (Ultraviolet) Sensors: UV sensors are employed in automated quality control systems to detect fluorescence or phosphorescence in materials. This technology is beneficial in applications where assessing material composition or identifying specific substances is critical for quality assurance. UV sensors contribute to the system’s ability to analyze materials based on their response to ultraviolet light, allowing for precise material identification and quality control.
8. Hyperspectral Imaging: Hyperspectral imaging is a key feature in automated quality control systems, involving the capture and processing of information across a wide spectrum of wavelengths. This technology allows the system to assess materials based on their spectral signatures, providing detailed information about composition and characteristics. Hyperspectral imaging is particularly valuable in industries where a comprehensive understanding of material properties is essential for quality control and assurance.
9. Edge and Contrast Detection Sensors: Automated quality control systems integrate sensors designed for edge and contrast detection, playing a vital role in identifying boundaries and variations in texture. These sensors contribute to the detection of surface irregularities and aid in precision inspections. By analyzing the edges and contrasts within images, the system can effectively identify subtle variations that may indicate defects or deviations from quality standards in products.
10. Multi-Sensor Fusion: Many automated quality control systems leverage multi-sensor fusion, combining the strengths of different sensor types for a comprehensive assessment. This approach enhances the overall inspection capability, as each sensor contributes unique information. By integrating data from various sensors, the system achieves a more accurate and holistic understanding of product attributes, contributing to a thorough and reliable quality control process.
EMS Automation Solutions
Introducing EMS Automation Solutions: Pioneering Excellence in Industrial Automation
At EMS Automation Solutions, we stand at the forefront of innovation, offering cutting-edge industrial automation solutions that redefine the way industries operate. With a relentless commitment to precision, efficiency, and reliability, we empower businesses to navigate the complexities of the modern industrial landscape seamlessly.
Comprehensive Industrial Automation Portfolio
Our extensive portfolio encompasses a diverse range of industrial automation solutions tailored to meet the unique needs of our clients. From PLC (Programmable Logic Controller) programming to SCADA (Supervisory Control and Data Acquisition) systems, robotics, and state-of-the-art control valves, we deliver holistic automation solutions that drive productivity and operational excellence.
PLC Programming Excellence
Unlock the full potential of your industrial processes with our unparalleled PLC programming expertise. Our skilled team of engineers crafts custom solutions that optimize control, enhance reliability, and streamline processes. From designing intricate control logic to seamless integration with other automation components, our PLC solutions are tailored to elevate your production capabilities.
SCADA Systems for Real-Time Control
Experience real-time control and monitoring like never before with our SCADA systems. EMS Automation Solutions leverages advanced SCADA technologies to provide a centralized platform for overseeing and managing diverse industrial processes. Gain insights, analyze data, and make informed decisions to propel your business into a new era of efficiency.
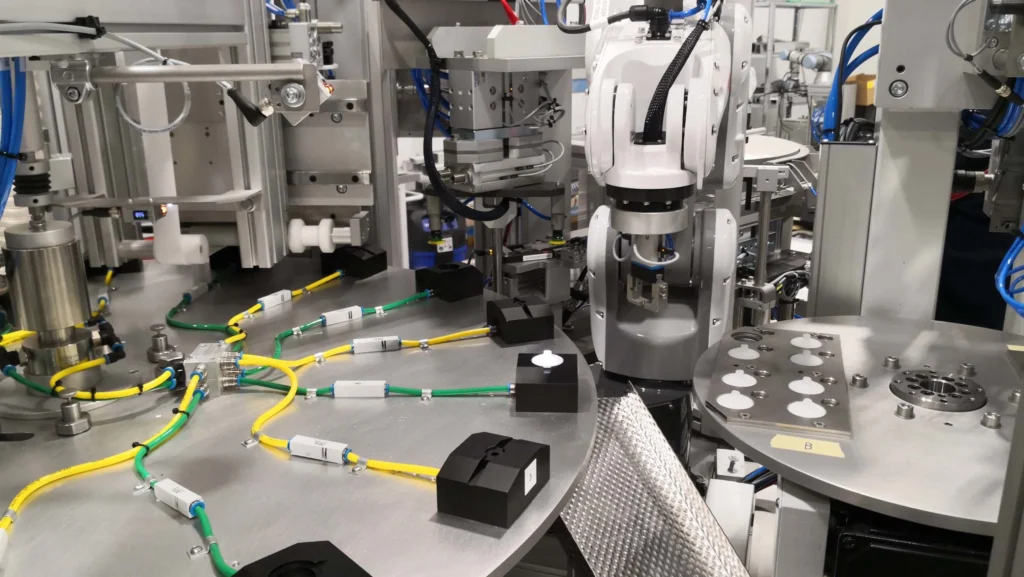
Robotics Redefined
Embrace the future of manufacturing with our state-of-the-art robotics solutions. From automated assembly lines to intricate tasks requiring precision, our robotics systems are engineered to enhance speed, accuracy, and safety in your operations. Collaborative robots, robotic arms, and automated guided vehicles – we bring a spectrum of robotics solutions to elevate your manufacturing prowess.
Control Valves for Precision Flow Management
Ensure optimal fluid flow control with our premium control valves. Whether it’s mitigating cavitation, addressing flashing issues, or managing noise levels, EMS Automation Solutions provides a comprehensive range of control valves designed for durability, efficiency, and precise control. Our valves are crafted to seamlessly integrate into your processes, offering reliability in every operation.
Global Reach, Local Expertise
With a global presence, EMS Automation Solutions combines international reach with local expertise. Our teams collaborate closely with clients to understand their unique challenges and deliver bespoke solutions. From conceptualization to implementation and ongoing support, we are your trusted partner throughout the automation journey.
Sustainable Automation Practices
EMS Automation Solutions is committed to sustainable automation practices. We incorporate energy-efficient technologies, promote waste reduction, and design automation solutions that align with eco-friendly principles. Join us in building a future where automation and sustainability go hand in hand.
Partner with EMS Automation Solutions for Tomorrow’s Automation Today
As industries evolve, so do we. EMS Automation Solutions is not just a provider of automation services – we are architects of innovation, architects of efficiency, and architects of your success. Partner with us to transform your industrial processes and embark on a journey towards unparalleled automation excellence. Elevate your operations with EMS Automation Solutions – where the future of automation begins today!